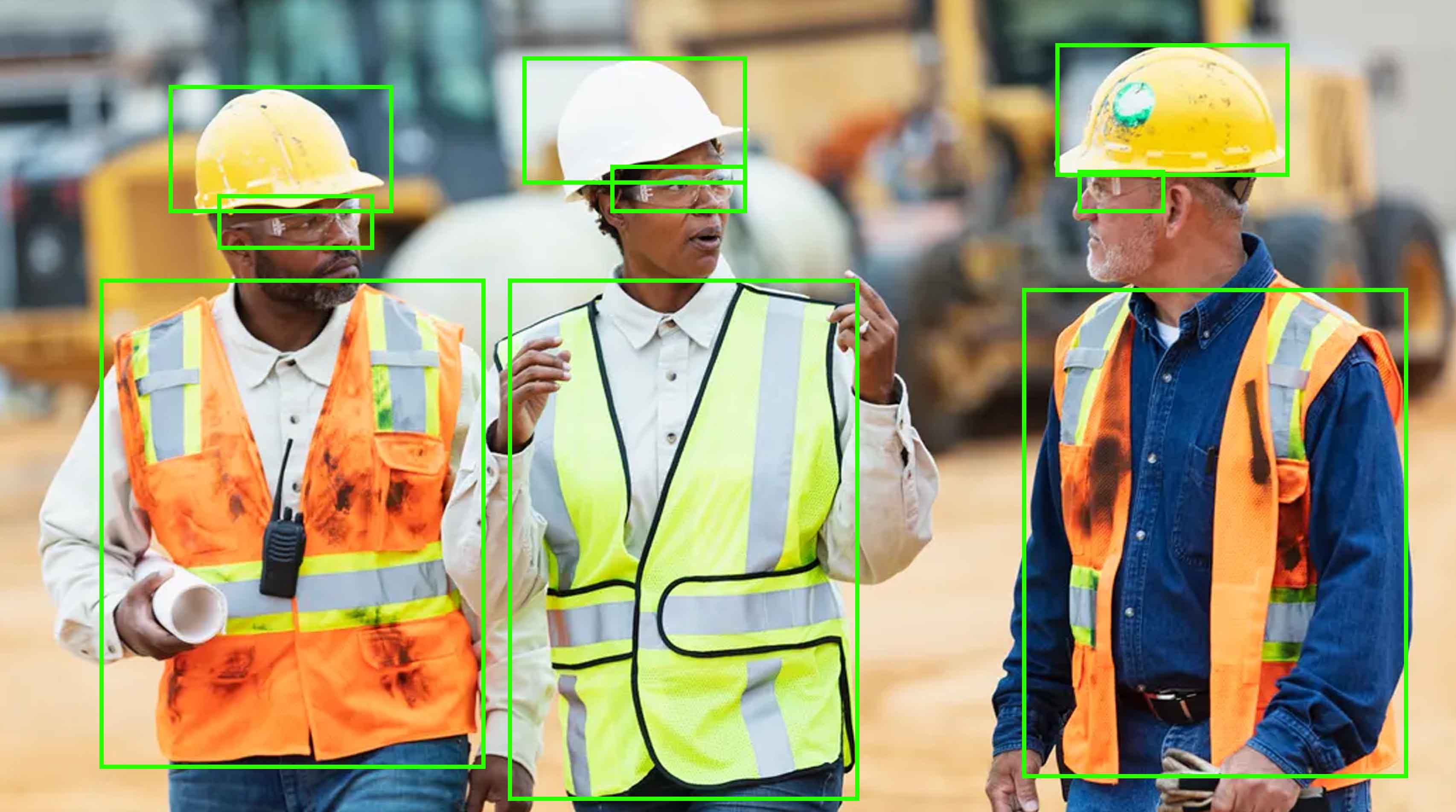
AI-Based PPE Monitoring System
A large industrial manufacturing facility faced challenges in ensuring consistent Personal Protective Equipment (PPE) compliance across its workforce. Manual supervision was ineffective, leading to safety risks, compliance issues, and potential regulatory penalties.